免費(fèi)咨詢熱線:0769-85157716
官 方 微 信 號(hào):13332662668
官 方 微 信 號(hào):13332662668

不同布料復(fù)合機(jī)選擇網(wǎng)紋輥線數(shù)需綜合考慮基材特性、膠水粘度及工藝要求,核心原則是:布料越輕薄/表面越光滑,線數(shù)越高;布料越厚重/表面越粗糙,線數(shù)越低。

具體選擇策略如下:
一、按布料特性選擇網(wǎng)紋輥線數(shù)
1. 輕薄光滑布料(如PET膜、雪紡、絲綢)
推薦線數(shù):80–100線/厘米(200–250線/英寸)。
原因:
高線數(shù)網(wǎng)穴淺而密,減少膠水滲透,避免透膠或變形。
配合真空吸附系統(tǒng),確保涂布均勻性(如PET離型膜涂布)。
2. 中厚度布料(如棉麻、無紡布)
推薦線數(shù):60–80線/厘米(150–200線/英寸)。
原因:
中等網(wǎng)穴深度平衡滲透與表面覆蓋,避免膠水堆積或缺膠。
適用水性膠涂布,需控制粘度在300–800cps。

3. 厚重粗糙布料(如絨布、毛呢、帆布)
推薦線數(shù):40–60線/厘米(100–150線/英寸)。
原因:
低線數(shù)網(wǎng)穴深大,增加膠量填充纖維縫隙,提升粘結(jié)強(qiáng)度。
需配合高壓復(fù)合(0.5–0.8MPa)確保膠層貼合。
4. 特殊功能布料(如防水涂層、醫(yī)用防護(hù)服)
推薦線數(shù):
防水涂層:50–60線/厘米(深網(wǎng)穴增加膠量)。
醫(yī)用防護(hù)服:100–120線/厘米(高精度±0.5g/㎡)。

二、協(xié)同工藝參數(shù)調(diào)節(jié)
1. 膠水粘度匹配
高粘度膠(如PUR膠):選低線數(shù)網(wǎng)輥(40–60線/厘米),并加熱至120–200℃降低粘度。
低粘度膠:選高線數(shù)網(wǎng)輥(80–100線/厘米),防止流淌。
2. 涂布速度與壓力
高速涂布(>30m/min):提高線數(shù)10–20%,避免飛濺(如薄膜連續(xù)生產(chǎn))。
刮刀壓力:低線數(shù)網(wǎng)輥需高壓(300–400kPa),高線數(shù)用低壓(200–300kPa)。

3. 基材預(yù)處理
電暈處理:提升表面張力至42–56mN/m,增強(qiáng)膠水附著力,減少線數(shù)依賴。
清潔除塵:防止網(wǎng)眼堵塞,定期超聲波清洗(溶劑溫度≤50℃)。
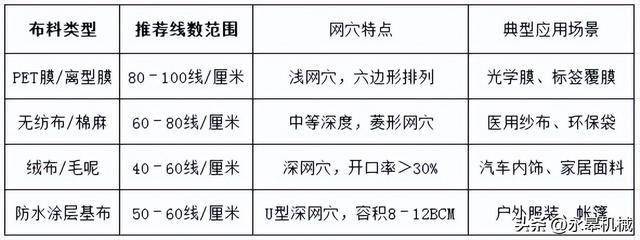
三、不同布料的網(wǎng)紋輥選型參考表
四、注意事項(xiàng)
1. 網(wǎng)紋輥材質(zhì)選擇:
陶瓷網(wǎng)紋輥耐磨性優(yōu)于金屬輥(壽命延長(zhǎng)3倍),適合長(zhǎng)期量產(chǎn)。
高精度場(chǎng)景選用激光雕刻陶瓷輥,網(wǎng)穴誤差≤±0.001mm。
2. 定期維護(hù):
每班次清洗網(wǎng)穴,防止膠渣固化。
磨損補(bǔ)償:每8小時(shí)調(diào)高刮刀角度1°–2°,維持壓力穩(wěn)定。

3. 驗(yàn)證標(biāo)準(zhǔn):
涂布后多點(diǎn)檢測(cè)厚度,波動(dòng)≤±10%為合格(激光測(cè)厚儀)。
關(guān)鍵結(jié)論:
頻繁更換涂布量的場(chǎng)景(如小批量多品種),建議改用刮刀式涂布或熱熔膠噴涂,替代網(wǎng)紋輥。
械有限公司")
版權(quán)聲明:本站所有設(shè)備圖片及資料,視頻素材信息均均為東莞市永皋機(jī)械有限公司版權(quán)所有,未經(jīng)協(xié)議本網(wǎng)授權(quán)不得轉(zhuǎn)載、摘編或利用其它方式使用。已經(jīng)本網(wǎng)授權(quán)使用作品的,應(yīng)在授權(quán)范圍內(nèi)使用,并注明“來源:東莞市永皋機(jī)械有限公司”。違反上述聲明者,本網(wǎng)將追究其相關(guān)法律責(zé)任。








